Motorzāģu asināšana un eļļošana
Katram instrumentam nepieciešama periodiska apkope. Ja mēs runājam par motorzāģi, tad vispirms tas prasa tās galveno darba ķermeni - zāģa ķēdi. Zobiem ir nepieciešama periodiska asināšana. Instrumenta kalpošanas laiks un griešanas kvalitāte ir atkarīga no notikumu pareizības. Turklāt katrai motorzāģei ir ķēdes eļļošanas sistēma. Zināšanas par tās struktūru un darbības principu ir nepieciešamas katram šī instrumenta īpašniekam.
Saturs
Kad nepieciešama asināšana
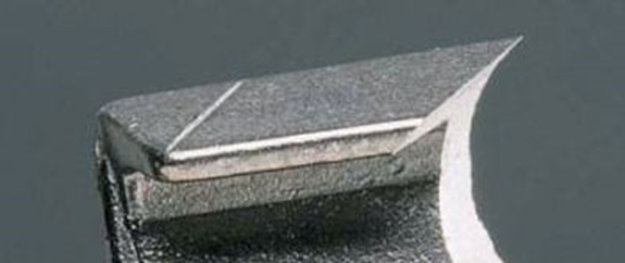
Neatkarīgi no uzņēmuma vienības, ir pienācis laiks, kad ir nepieciešams asināt motorzāģi. Neapstrādātu zāģi var atpazīt pēc zāģu skaidas veida: ja tie galvenokārt sastāv no smalkiem putekļiem, tad ir pienācis laiks asināt zobus. Asināšanas darbību var veikt mājās, jo tas nav ļoti sarežģīts. Tālāk redzamās fotogrāfijas parāda, kā izskatās asinātais zobs un zobs, kam nepieciešama iztaisnošana.

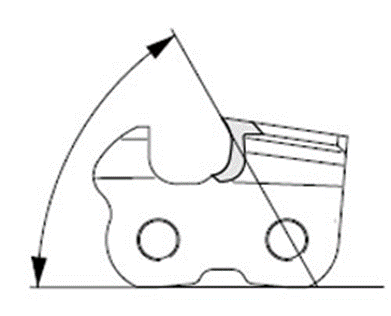
Pirms sākat zobu asināšanu ar savām rokām, ieteicams saprast principu, uz kura viņi strādā. Nākamais attēls parāda, kā notiek zāģēšana.

Kā redzams attēlā, saites forma ir līdzīga maza plakne. Līdzīgi notiek ēvelēšanas materiāls. Chip biezumu nosaka ierobežotājs.
Zobu parametri
Ķēdes griešanas elementam (saitei) ir šāda struktūra:
- bāze;
- zobu asmens;
- dziļuma apturēšana;
- gala asmens;
- augšējā asmens.
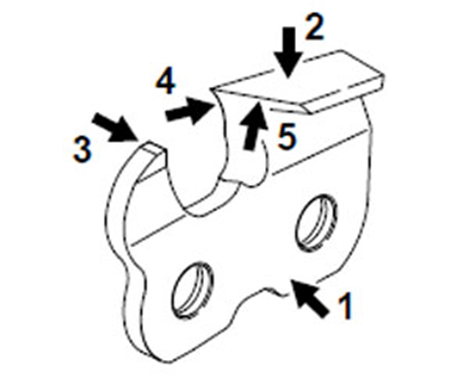
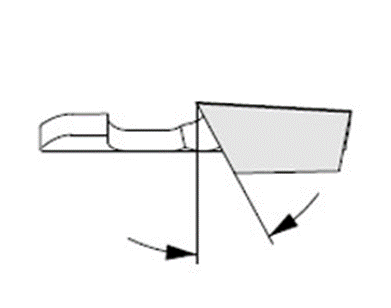
Lai sasniegtu maksimālu efektivitāti, griešanas laikā var zobus asināt tikai taisnā leņķī. Ja jūs noņemat zoba aizmugurē esošo aizmuguri, tad tiks izveidots augšējā asmens aizmugurējais leņķis, ļaujot malai viegli sagriezt materiālu.
Aizmugurējā lāpstiņa Tas ir arī noslīpēts leņķī pret aizmuguri, lai vertikālais asmens varētu samazināt koka graudus.
Augšējā lāpstiņa malai vajadzētu veidoties attiecībā pret saites apakšējo daļu. grābekļa leņķis 60-85°.
Augšējā lāpstiņas slīpums dažāda veida zāģos var būt 50-60 ° leņķī.
Asināšanas leņķis mērot attiecībā pret vadotni (taisnā leņķī).
Šis leņķis parasti tiek mainīts atkarībā no tā darba veidi būs ķēdes zāģis. Ja leņķis tiek palielināts, nesasaldēto un mīkstu koku zāģē ātrāk. Samazinot asināšanas leņķi, ir iespējams redzēt cieto mežu un stipri saldētu koksni. Papildus iepriekšminētajam, šāds pasākums var novērst instrumenta spēcīgo vibrāciju un sekmēt tā vienmērīgu darbību.
Asināšanas leņķim jābūt vismaz 25 °, izņemot garenvirziena zāģēšanas ķēdes, kur 10 ° leņķis tiek uzskatīts par normālu.
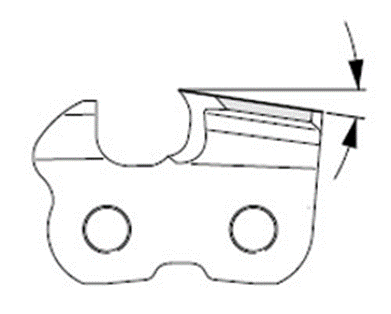
Nākamajā attēlā redzams, ka zoba priekšā ir apstāšanās, kas ierobežo materiāla uztveršanas dziļumu.
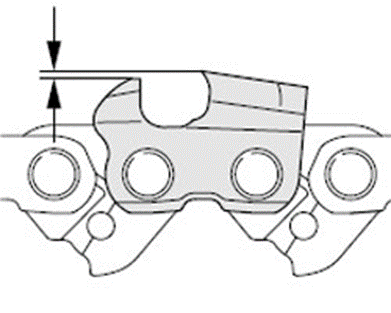
Šis uzsvars, kā jau minēts, var pielāgot mikroshēmas biezumu un ierīces veiktspēju. Attālumam starp augšējo malu un ierobežojošo aizturi jābūt 0,5-0,8 mm. Ja šis attālums ir lielāks, ķēdes zāģa atgriešanās risks palielināsies, vibrācija palielināsies, un mašīna sāks uztvert vairāk materiālu. Ar nelielu atstarpi samazinās griešanas ātrums.
Motorzāģu ķēdes bieži tiek asinātas ar parastiem failiem, izmantojot īpašus modeļus. Bet jūs varat to izdarīt manuālās vai elektriskās asināšanas iekārtās.
Failu asināšana
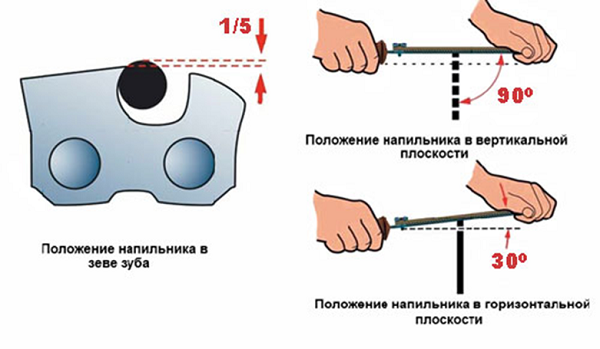
Visbiežāk mājas amatnieki izmantoja manuālo asināšanu. Tātad, lai pienācīgi asināt ķēdi, jums būs nepieciešams 2 faili ar dažādiem profiliem (plakana un apaļa).Griešanas savienojuma iekšējai kontūrai ir apļa forma, tāpēc to sasmalcina ar instrumentu ar apaļu sekciju. Dziļuma apturēšanai ir nepieciešama slīpēšana ar plakanu instrumentu.
Ķēdes zāģu ķēdes asināšana "acīs", saglabājot visus leņķus, ir ļoti sarežģīta. Ļoti vienkāršo šo procesu. veidņu izmantošana. Viens no tiem ir parādīts nākamajā fotoattēlā.

Asinātājs ir jānovieto tā, lai ķēde nonāktu sagriezumos, kas atrodas veidnes apakšā. Fails ir nepieciešams, lai novietotu zem griezējmala un uzliktu veltnīšus. Pagrieziet asināšanas rīku taisnā līnijā, kas ir paralēla armatūras malām.

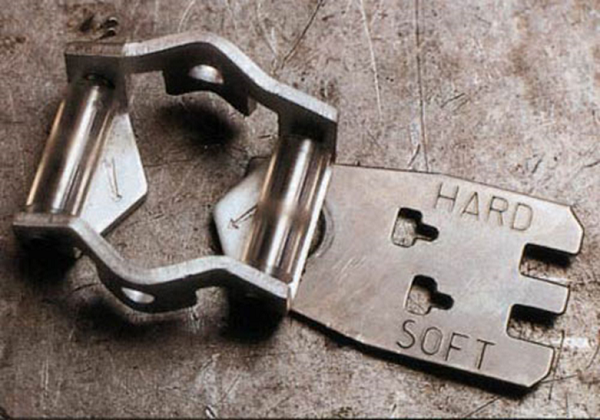
Lai samazinātu ierobežotāju līdz vēlamajam augstumam, veidne ir novietota uz saites tā, lai balsts atrastos stiprinājuma caurumā. Ja jūs gatavojaties strādāt mīksts koks, pieturvietu novieto caurumā pretī vārdam “SOFT”. Savukārt, lai sagatavotu zāģi pārstrādei masīvkoka, ir jānosaka norobežotājs ar vārdu “HARD” uz veidnes.
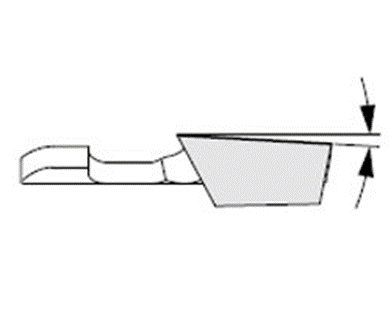
Lai sasmalcinātu aizbāzni, tam jābūt plakanam failam. Kustībai jābūt gludai un gludai, prom no jums.
Nākamajā fotoattēlā redzams, ka aizbāznis nedaudz izstiepjas no ierīces, un tas ir jāsasmalcina.

Jūs varat iegādāties arī firmas zīmes iestatīt asināšanas saitēm, kas ietver piemērotu rīku (failus) un piederumus. Šī komplekta izmantošana ir tikpat vienkārša kā iepriekš aprakstītā.

Ķēdes asināšana ar mašīnu
Asināšanas mašīna tiek izmantota šādos gadījumos:
- griešanas saites kļūst tukšas, piemēram, kad zāģis nonāk smilšainā augsnē vai augsnē ar grants palīdzību;
- Motorzāģu ķēdes ilgu laiku nav asinātas un darba zobi ir zaudējuši savu formu;
- Nav laika, lai palielinātu zobus ar failu, piemēram, ražošanā.
Mašīnas var iedalīt elektriskajās un manuālajās. Pēdējais ir pareizi saukts par pielāgojumiem, jo cilvēka fiziskais spēks tiek izmantots slīpēšanai. Elektriskajās mašīnās ir motors, kas vada abrazīvu riteni.
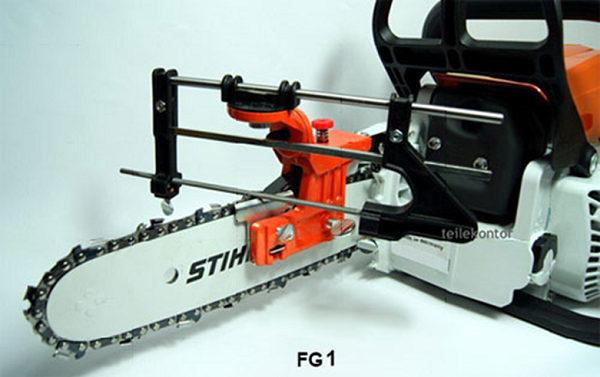
Piemēram, uzņēmums Stihl ir izlaidis 2 veidu manuālās mašīnas.
- Mobilais asinātājs FG 1, kas ir viegli uzstādāms uz riepas motorzāģi.
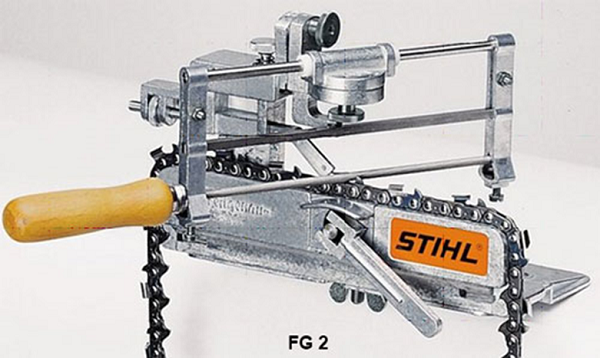
- Stacionāra slīpmašīna FG 2, ko var piestiprināt pie darbgalda.
Ja paskatās uz mašīnu fotogrāfijām, var redzēt, ka to darba daļai ir liela līdzība ar zāģi, kur apaļās (taisnstūra) sekcijas fails ir fiksēts kā darba rīks. Lai saīsinātu mašīnas svarīgumu, tas ir fiksēts fails ar taisnstūra sekciju. Šīs mašīnas ļauj rediģēt un asināt motorzāģu ķēdes, pielāgot zobus augstumā (viens izmērs).
Lai palielinātu 1 zobu, jums ir nepieciešamas tikai 2-3 kustības.
Kā jau minēts, ir elektriskās mašīnas. Šīm viegli lietojamām ierīcēm ir elastīga iestatījumu sistēma, pateicoties kurai ir iespējams uzstādīt ķēdi no dažādiem leņķiem un pēc iespējas precīzāk sasmalcināt riteņu ar apstrādājamo virsmu, tādējādi panākot pareizu instrumenta asināšanu.

Elektrisko darbgaldu priekšrocība ir tā, ka visi slīpēšanas darbi ir ātri, viegli, neprasa īpašas zināšanas un prasmes no operatora. Tādēļ, ja jums ir pastāvīgi jāpielāgo zāģa ķēdes lielos daudzumos, jāizvēlas mašīna ar elektrisko piedziņu.
Kā darbojas motorzāģa ķēdes eļļošanas sistēma
Lai sniegtu smērvielu zāģa ķēdes savienojumiem, tā bija visefektīvākā, tā tiek uzstādīta uz motorzāģiem īpašs sūknis. Tās uzdevums ir dozēt smērvielas materiāla riepai. Eļļas intensitāte ir atkarīga no benzīna vai elektriskā piedziņas apgriezienu skaita.
Eļļošanas sistēma
Dažādu ražotāju vienību eļļošanas sistēmas detaļas un dizains var nedaudz atšķirties, taču tās darbības princips nemainās.
Eļļošanas sistēma sastāv no šādiem komponentiem.
- Smērvielu tvertne. Parasti tas atrodas dzinēja karterī.

- Filtrēšanas elements atrodas tvertnes iekšpusē.
- Eļļas caurule Tā ir šļūtene, kas izgatavota no naftas izturīgas gumijas.

- Eļļas sūknis ir eļļošanas sistēmas galvenā sastāvdaļa.

- Tārpu pārnesumi. Tās galvenā funkcija ir rotācijas kustības pārnešana no dzinēja uz sūkni.

Riepu mašīna Ir iespējams arī izsaukt daļu no eļļošanas sistēmas, jo tajā ir atveres, caur kurām tiek piegādāta smērviela.
Starp citu, ķēde piedalās arī smērvielu transportēšanā, un šim nolūkam ir dažas dizaina iezīmes.
Eļļošanas sistēmas darbības princips
Sistēmas galvenais mezgls ir sūknis, un tas darbojas saskaņā ar šādu principu. Palielinoties motora apgriezieniem, uz galvenās vārpstas piestiprinātais pārnesums pārslēdzas uz sūkņa vārpstu ar tārpu pārnesumu. Kad sūkņa vārpsta griežas, spiediens līnijā palielinās. Sakarā ar to, smērviela tajā sāk virzīties uz riepu.
Eļļas kanāls beidzas tajā vietā, kur riepa saskaras ar karteri. Tas ir šeit gropiar kuru apvieno riepas eļļošanas kanālu.
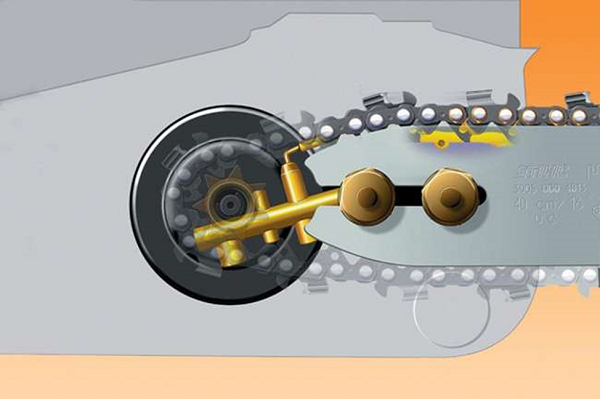
Šī rieva nodrošina smērvielu transportēšanu uz riepu, neatkarīgi no tā, kāda ir sasprindzinājuma daļa. Riepas darbības laikā var atrasties jebkurā pozīcijā, bet eļļa joprojām šķērsos to caur šo rievu.
Tad tiek iekļauts eļļošanas process zāģa ķēde. Uz tās saitēm ir vai nu caurumi, vai īpaša rieva (atkarībā no ķēdes modeļa). Pateicoties šādiem uzlabojumiem, smērviela izplatās visā riepas perimetrā, un ķēdes zāģa ķēdes eļļošana notiek vienmērīgi. Ja attiecīgi palielinās motora apgriezienu skaits, palielinās eļļas padeves intensitāte.
Dažos vienību modeļos ir instalēti regulējami sūkņi tauku piegāde.

Šādās vienībās, ja nepieciešams, ir iespējams palielināt vai samazināt riepai piegādāto smērvielu daudzumu.
/rating_off.png)











